欢迎来到盛泰钢管实体生产企业!


欢迎来到盛泰钢管实体生产企业!

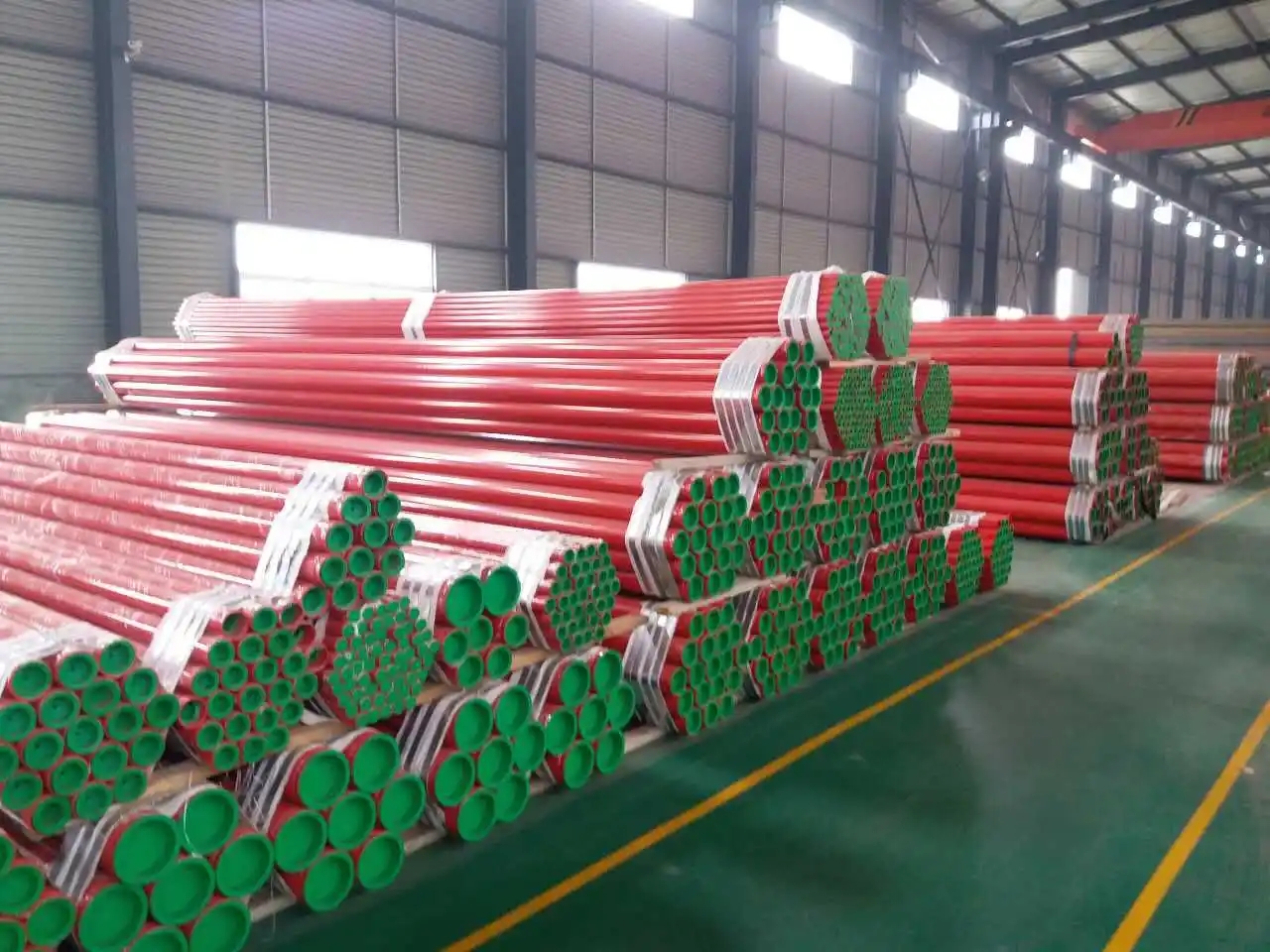
专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
13931773677
0317-6288168
专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
×13931773677
镀塑复合型钢管双密封性焊接的施工流程
1. 镀塑复合型钢管及有关辅助材料入场查验。管材焊接工程施工前开展外表查验。并合乎下列要求:a.型号规格、规格型号合乎设计规定,管材表面有显著的不掉下来的商品标志;b.管材里外壁镀层匀称完好无损、无脱落、生锈等状况,管材里外壁表面光滑无毛边;c.焊丝、焊条应依据原材质的成分、物理性能有效采用,在应用前一定查验其品质合格证明文件和商品是不是相符合。
2. 管材的输送及存储。a.镀层复合型钢管在运送环节中,应防止强烈碰撞、抛摔、日晒,禁止拖擦及用锐利坚硬物体刻画。B.镀层复合型钢管在装卸搬运时需要运用真皮表带起重吊装。C.镀层复合型钢管应竖直放置于房间内。
3. 连接头打磨抛光解决。对管道的两边里外双面开展打磨抛光,经解决后用清理、干躁、隔膜真空泵的压缩气体将管道内部结构的小石子、浮尘、锈粉等微尘消除整洁。
4. 氢弧焊接里衬不锈钢钢管。
5. 里侧擦抹环氧树脂胶工业修补剂。用环氧树脂胶工业修补剂对不锈钢钢管与钢管焊接的部位开展修复,使管道内表面涂覆上一层防锈层。工业修补剂应用前要搅拌均匀,禁止室外工作。
6. 焊接支撑架安裝、固定不动钢管。将衬好不锈钢板的镀塑钢管运输至当场后按序堆积,两边平放到升降系统焊接支撑架上,用水平仪对柜体开展抄平,确保管身两边在一个平面图上。
7. 双密封性焊接。焊接时,第一步用不锈钢焊丝内搭,第二步用304不锈钢焊条开展里层不锈钢板对接焊,进行后做好查验。

8. 管道打击与防腐蚀。管道焊接结束后,开展管道压力试验及清洗,对部分不合格插口开展返工解决至合乎设计规定。
9. 管道的回填土。a.依据给排水管道防寒和降低路面载荷危害的考虑到,使管道坐落于冷冻线下列。b.回填土务必在管道工程项目行为主体隐敝工程验收合格后立即开展。c.回填应由管沟两边对称性运至槽体,不可立即送入槽体。


© 2019-2022 Sheng Tai Steel Pipe Inc 盐山盛泰钢管有限公司