欢迎来到盛泰钢管实体生产企业!


欢迎来到盛泰钢管实体生产企业!

专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
13931773677
0317-6288168
专业生产各型号大口径厚壁螺旋钢管,厂内加工防腐/保温/涂塑
×13931773677
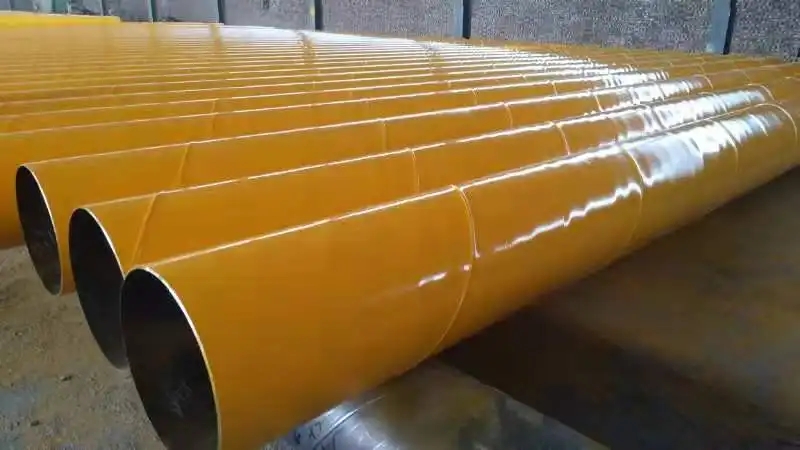
涂塑钢管是一种钢塑复合钢管,因其性能优异而应用于各行业的管道,特别是市政和主要建筑给排水工程。众所周知,涂塑钢管连接时,有丝扣连接、沟槽连接、法兰连接、双金属焊接等方法,其中双金属焊接是涂塑钢管特别是埋地涂塑钢管的最佳连接方案。那么,你知道涂塑钢管的双金属焊接工艺是什么吗?焊接双金属时应注意什么?

1.涂塑钢管双金属焊接摒弃了传统涂塑钢管连接成本高、抗压强度低的缺陷。钢管两端采用特殊的焊接预制技术,使碳钢与不锈钢有效结合,即涂装前在钢管端口内壁衬一层不锈钢,衬5-10mm,一般焊接损坏的涂层不超过5-10mm。双金属焊接涂塑钢管经预处理、喷砂抛丸、涂装固化等工艺制成。
2.涂塑钢管双金属焊接时应注意:
(1)施工焊接前,需要打20-30度的破口,焊缝底层可以用氩弧焊打底。或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管壁厚的四分之一,然后不锈钢全焊接接近钢管内壁,用碳钢焊条焊接整个接口。
(2)涂塑管焊接施工时,必须对预留焊缝进行砂磨处理,直至Sa2.5级,表观锚纹深度50μm和112μm之间,保证管道施工后的附着力和内壁清洁,无焊渣和气孔,保证管道内部维修质量;焊接后,双金属焊接涂层钢管内外修复以环氧粉末或双组分环氧修复液为涂层材料,在其内外表面涂一层环氧防腐层。
(3)一般选用304不锈钢,因为重金属少,不易生锈,用于以水为介质的钢管;用于化学防腐时,建议使用316不锈钢,因为防腐效果明显;化学领域不适合双金属焊接,应采用法兰连接。
(4)DN100以上更适合这种连接方式,因为氩弧焊枪头根据钢管直径更容易进入管道焊接;如果DN由于焊接设备的限制,100以下的双金属焊接不适合。
以上是关于涂塑钢管双金属焊接工艺及焊接工艺的介绍,希望大家能理解。

© 2019-2022 Sheng Tai Steel Pipe Inc 盐山盛泰钢管有限公司